


真空腔体加工的注意事项
真空腔体是保持内部为真空状态的容器,真空腔体加工要考虑容积、材质和形状。
超高真空系统主要采用不锈钢材质。其中300系列不锈钢(表1)是含Cr10%~20%的低碳钢,具有优良的抗腐蚀性、无磁性、焊接性好、导电率、放气率低和导热率低、能够在-270~900℃工作等优点,在高真空和超高真空系统中,应用较广。
为了减小腔体内壁的表面积,通常用喷砂或电解抛光的方式来获得平坦的表面。超高真空系统的腔体,更多的是利用电解抛光来进行表面处理。






影响真空绝缘水平的主要因素
电极资料
真空开关作业在10-2Pa以上的高真空,因为此刻气体分子十分稀疏,气体分子的碰撞游离对击穿已经不起效果,因而击穿电压表现出和电极资料有较强的相关性。
真空空隙的击穿电压跟着电极资料的不同而不同,研究者发现击穿电压和资料的硬度与机械强度有关。一般来说,硬度和机械强度较高的资料,往往有较高的绝缘强度。比如,钢电极在淬火后硬度进步,其击穿电压较淬火前可进步80%。
此外,击穿电压还和阴极资料的物理常数如熔点、比热和密度等正相关,即熔点较高的资料其击穿电压也较高。比照热和密度而言亦然。这一问题的实质是在相同热能的效果下,资料发作熔化的概率越大,则击穿电压越低。
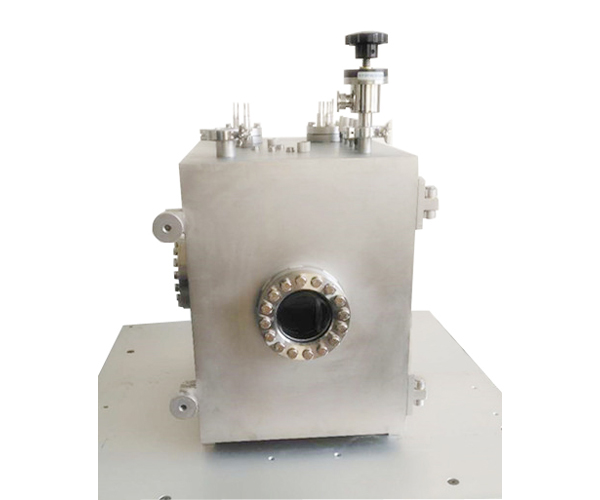
真空腔体
流体抛光是依靠高速流动的液体及其携带的磨粒冲刷工件表面达到抛光的目的。常用方法有:磨料喷射加工、液体喷射加工、流体动力研磨等。流体动力研磨是由液压驱动,使携带磨粒的液体介质高速往复流过工件表面。介质主要采用在较低压力下流过性好的特殊化合物(聚合物状物质)并掺上磨料制成,磨料可采用碳化硅粉末。






 京公网安备 11011402012516号
京公网安备 11011402012516号 在线客服
在线客服 400-188-1915 / 185-1082-6675
400-188-1915 / 185-1082-6675 bjkcvac@sina.com
bjkcvac@sina.com


